
立方氮化硼(Cubic Boron Nitride)由于具有高硬度,高耐磨性,低摩擦系数,高热传导率、良好的耐热性和化学稳定性等这些独特的特性组合,使其成为加工各类铁族金属材料的有效工具,并被誉为“过去半个世纪提高工业生产率的最大贡献之一”。 立方氮化硼的优异性能,特别是在汽车发动机制造行业,立方氮化硼已在工业发达国家得到了较为普遍的应用和迅速的发展。目前美国、欧洲、日本的汽车发动机轴类零件(曲轴、凸轮轴)的精加工几乎普及了立方氮化硼砂轮磨削,我国从90年代至今,一直在从事这方面的研究工作,其数控磨床的制造立方氮化硼刀具的制造均取得了一些阶段成。
立方氮化硼刀具是由立方氮化硼(立方氮化硼)晶粒为主体,添加一定比例的结合剂烧结而成的P立方氮化硼材料制成,也有由立方氮化硼单晶直接烧结而成的P立方氮化硼材料制成。立方氮化硼是由六方氮化硼在高温高压下转化而成的,其硬度很高,仅次于金刚石,其晶粒硬度可达8000~9000HV,一般的立方氮化硼刀具硬度也已达到3500~4500HV以上,耐磨性很好。
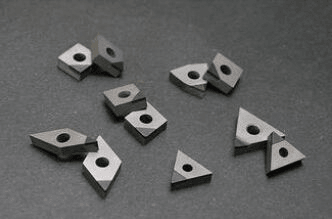
立方氮化硼刀具切削部分的结构形式基本上也是分为两大类:可转位刀片式刀具和焊接式刀具。可转位立方氮化硼刀片外形上类似普通的硬质合金可转位刀片,有整个刀片都是立方氮化硼材料的整体式立方氮化硼刀片,也有在硬质合金的基体上,仅在某个或某几个角上焊接立方氮化硼材料形成立方氮化硼切削刃的刀片,这两种立方氮化硼刀片同硬质合金刀片一样,可直接装在一般的可转位刀具刀体上使用。在汽车零部件的切削加工中,在数控加工中心机床所组成的生产线上使用很多。
焊接式立方氮化硼刀具结构特点与一般的焊接式硬质合金刀具一样,使用过的刀具,在一定范围内,可以进行重新修磨再使用,而且立方氮化硼刀片与刀体的连接也更可靠,刚性好。立方氮化硼刀具的强度比硬质合金刀具低,在切削加工钢铁材质工件时,通常采用0前角, 立方氮化硼刀具的强度比硬质合金刀具低,后角一般也选择得比较小,以保证刀具切削部分的楔角足够大,切削刃切入时处于较好的受力状态,刀尖研磨成0.3~1mm的圆弧,以保证刀尖有足够的强度。
断续切削时,一般需进行刃口钝化处理,有时采用负倒刃来增加切削刃强度,负倒刃宽度一般取0.1~0.3mm,负倒刃角度为-25o~-8o。
本文来源:www.ty1971.cn
 六方氮化硼-涂料及润滑粉
六方氮化硼-涂料及润滑粉 六方氮化硼-导热粉
六方氮化硼-导热粉厂家") 氮化硼—H型(H-BN)厂家
氮化硼—H型(H-BN)厂家 六方氮化硼-化妆品原粉
六方氮化硼-化妆品原粉 高温氮化硼厂家
高温氮化硼厂家 白石墨
白石墨